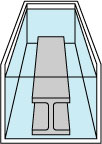
①脱 脂
脱脂浴の主成分は苛性ソーダで、この工程は鋼材加工中に
付着する機械油や防錆用塗料、マーキング等の除去を
目的としており、これらの付着が無い場合には、省略しても
さしつかえありません。②温水洗
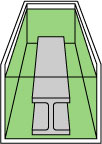
脱脂状態の確認。不十分の場合には再度゙脱脂工程を
行います。③酸 洗
鋼材表面の錆やスケールを除去し、メッキ可能な
表面状態にする事を目的としています。④水 洗
酸洗状態の確認。不十分の場合は、再度酸洗工程を
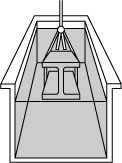
行います。⑦メッキ
素材を陰極にしてメッキ液に直流の電気を流して亜鉛
皮膜を析出させます。
一般的に浴温度は25±10℃、浸漬時間は20~30
minの範囲で行いますが、材質や仕様規格等により、
設定条件を変えています。④水 洗
メッキ工程で付着している液を洗い流す。 ⑤硝酸浸漬
亜鉛メッキ後、に付いた薄い酸化皮膜などを除去する
と共に、亜鉛メッキ表面をわずかに溶解してより新鮮な
表面を得てクロメート処理の密着性を向上させる。④水 洗
前工程で付着している液を洗い流す。 ⑤クロメート処理
クロム酸を主成分とする水溶液に浸漬させ、表面に
クロム酸化合物の薄い皮膜を形成させ、より耐食性を
向上させる目的があります。
外観目的にも思われがちですが、使用目的にあった
クロメート(耐食性皮膜)処理を行う必要があります。④水 洗
前工程で付着している液を洗い流す。 ⑧乾 燥
乾燥工程では乾燥の良し悪しによって、シミが
発生したり、クロメートの色調、外観などに影響を
与えます。一般的には、エアブロー乾燥、熱風乾燥、
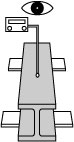
遠心乾燥などがあります。⑨検 査
シミや、フクレ、こげ等の外観検査をし、必要に応じて
膜厚検査を行います。。また、不良品は、再度
酸洗い工程からはじめ、メッキを付け直します。